以下是我们上传的【【海北】【当地】无缝钢管Q345D无缝钢管同行低价】实拍视频,您可以点击观看。
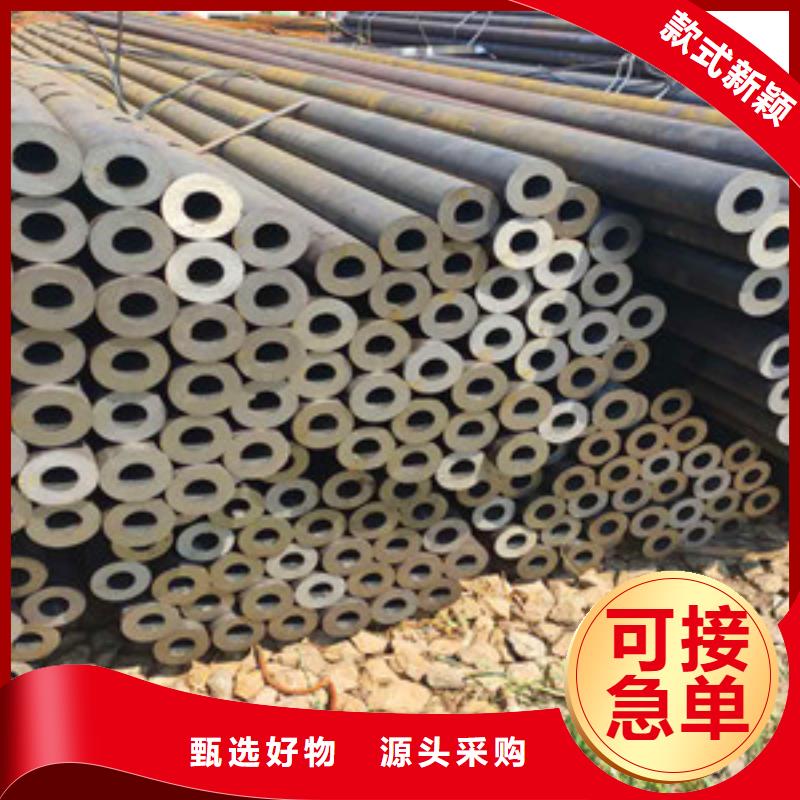
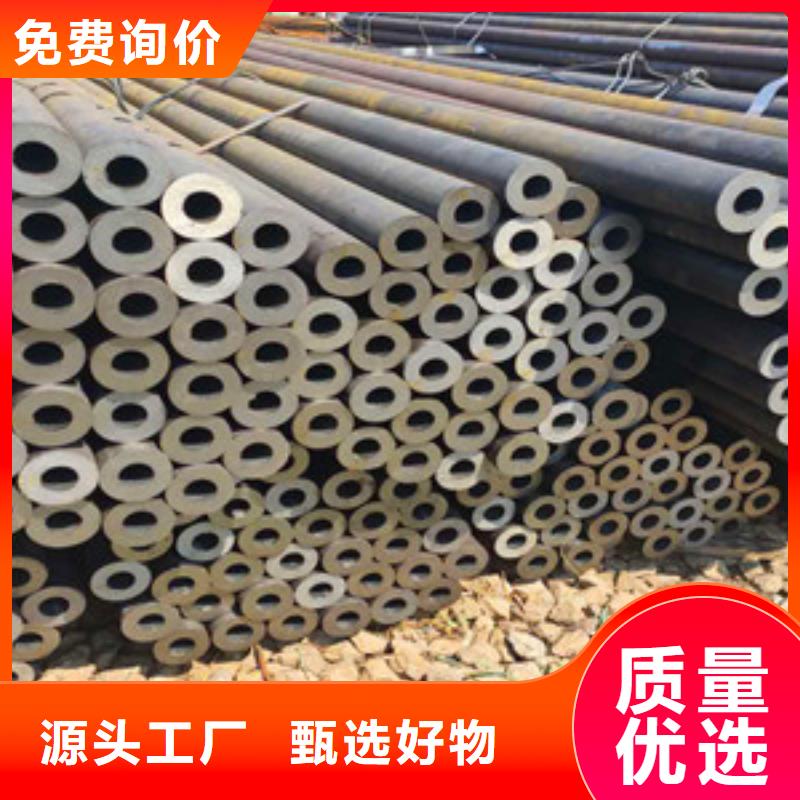
以下是:【【海北】【当地】无缝钢管Q345D无缝钢管同行低价】的图文介绍


上午期货下探,现货降价;无缝钢管下午期货回涨,低位趋稳。午后,螺纹钢期货没有继续破位,主力合约跌幅最终收缩。资本市场没有变本加厉,现货市场恐慌气氛不再:价格方面,大户报价基本稳定(也有个别早盘报稳的公司补跌),中小公司低位回稳(超低价出货现象明显减少);成交方面,市场止跌之后,工地主动报出计划,中间商积极补单,市场交易再次回暖。全天下来,大户销量四千多吨,中小公司出货量五六百吨,总量较昨天小幅提升。



今早期螺高开低走,钢坯早盘有10元拉涨,但整体对市场没有任何提振,加之周末市场普遍以稳为主,所以今日开市,市场价格主稳个调。午后盘面持续走弱,现货市场也颇有松动。据了解,北京午后部分商家暗降,主流资源虽继续维稳,但实际出货在3460-3470元,甚至个别低价资源有到3450元,市场反馈整体出货偏弱,10家大户出货量合计7400吨,较上周五减了1300吨;杭州午后价格略有松动,螺纹主流价格在3510元,市场反馈出货尚可,大户出货量在2000吨左右。广州午后价格弱稳为主,一线主流资源价格在3710-3720元,市场多低价销售,大户出货量不足1500吨。综合上述分析,预计4月21日市场行情或弱势盘整。


国际疫情持续蔓延,世界经济大幅下滑。考虑到疫情的严重冲击,国际货币基金组织(IMF)4月14日发布的 一期《世界经济展望》报告预测,今年全球经济下降3%,无缝钢管比今年1月份预测的增长3.3%下降6.3个百分点。国外疫情对我国钢材出口的影响将在二季度集中显现,尤其是制造业用钢面临再次下降的风险。总的来看,全球经济形势错综复杂,不稳定不确定因素显著增多,我国经济发展面临的困难和挑战前所未有。但疫情冲击没有改变中国经济稳中向好、长期向好的基本面,我国经济展现出巨大的韧性。随着积极扩大有效投资,实施老旧小区改造,加强传统基础设施和新型基础设施投资,促进传统产业改造升级,扩大战略性新兴产业投资,主要用钢行业将加速复工复产,国内钢材需求逐步恢复,预计二季度环比将明显增长。



四海友诚特钢
有限公司是【海北无缝钢管、】产品专业生产加工的厂家,公司总部设在经济开发区牡丹江路东首路南,四海友诚特钢
有限公司拥有完整、科学的质量管理体系。四海友诚特钢
有限公司的诚信、实力和【海北无缝钢管、】产品质量获得业界的认可。欢迎各界朋友莅临我厂参观、指导和业务洽谈。




 扫一扫
扫一扫